Hydraulic Valve Block Machining Process Steps List
1. Raw Material Preparation
◦ Select suitable materials (e.g., carbon steel, stainless steel, aluminum alloy) according to working pressure and medium requirements.
◦ Cut the raw material into blanks of specified size by sawing or flame cutting.
2. Blank Rough Machining
◦ Perform milling on the six sides of the blank to ensure basic flatness and perpendicularity, leaving a machining allowance of 0.5–1 mm for each surface.
◦ Remove oxide scale and burrs on the blank surface by grinding or sandblasting.
3. Precision Machining of Reference Surfaces
◦ Grind the reference surfaces (usually three mutually perpendicular surfaces) to meet the flatness tolerance of ≤0.02 mm and perpendicularity tolerance of ≤0.01 mm.
◦ Mark the machining coordinate origin based on the reference surfaces for subsequent CNC machining positioning.
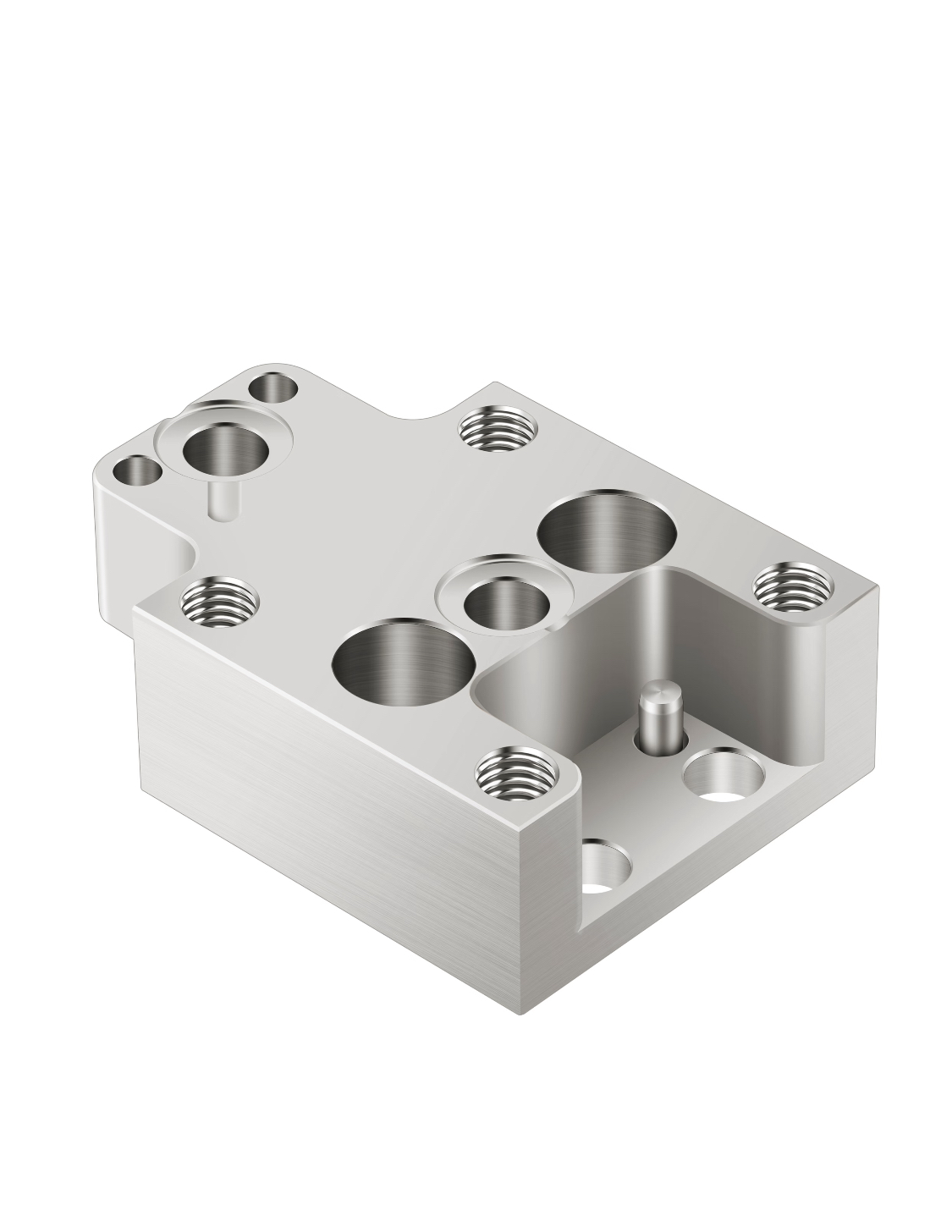
4. CNC Drilling & Boring
◦ Use CNC machining center to drill oil passages, mounting holes, and pin holes with twist drills or deep hole drills (for holes with length-diameter ratio >10).
◦ Bore the main valve mounting holes and high-precision matching holes to achieve a hole diameter tolerance of H7/H8 and surface roughness Ra≤1.6 μm.
5. Thread Machining
◦ Process internal threads of mounting holes and oil port connections by tapping