Our precision CNC machining services are engineered to meet the highest standards of accuracy and performance for complex, tight-tolerance components. Our master machinists design tooling and programs to maximize precision and speed when machining precision components – providing a consistently higher quality product at a cost savings, giving you the competitive edge.
We utilize CNC machines designed to produce the highest quality part per your design and requirements.
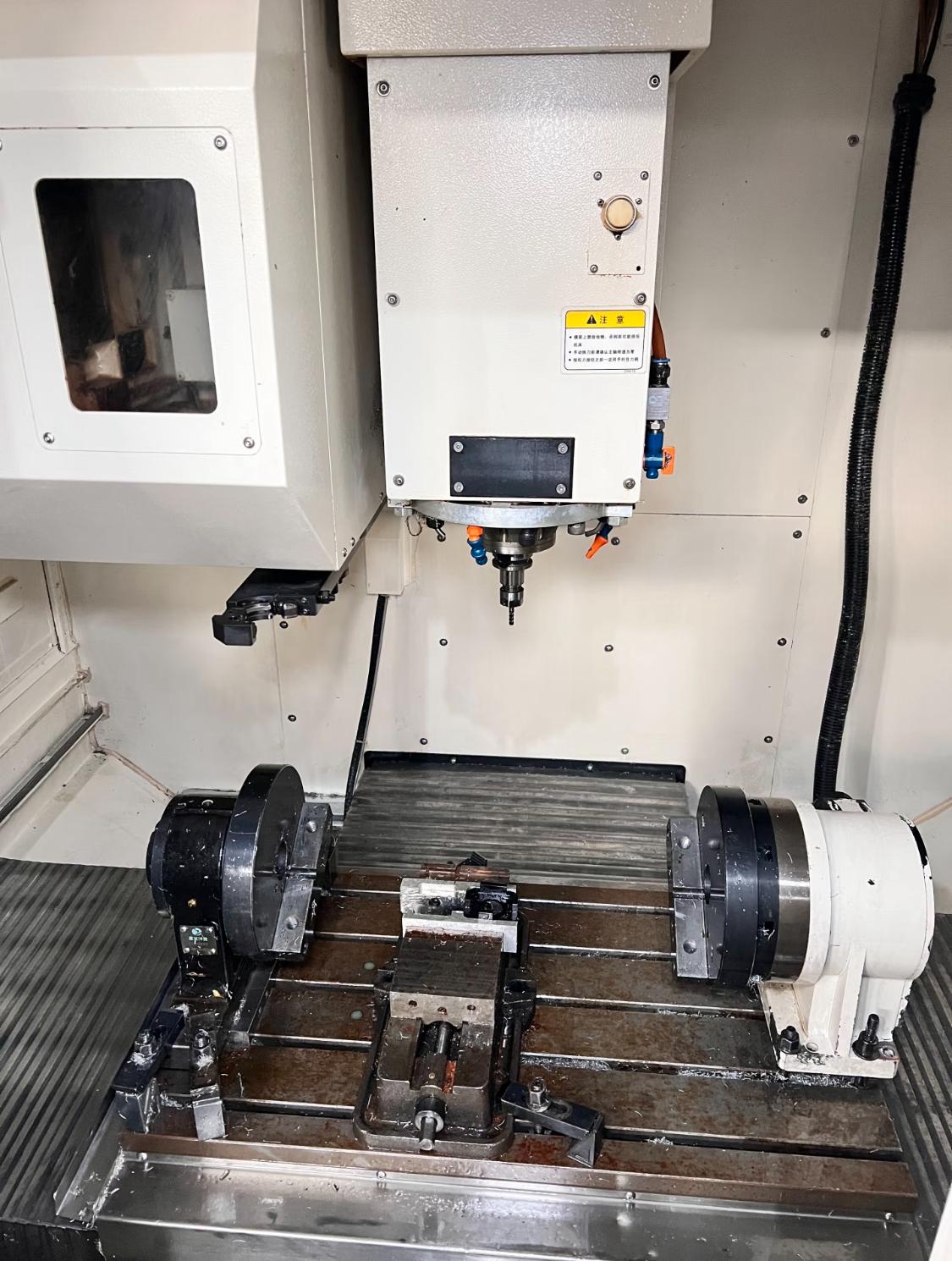
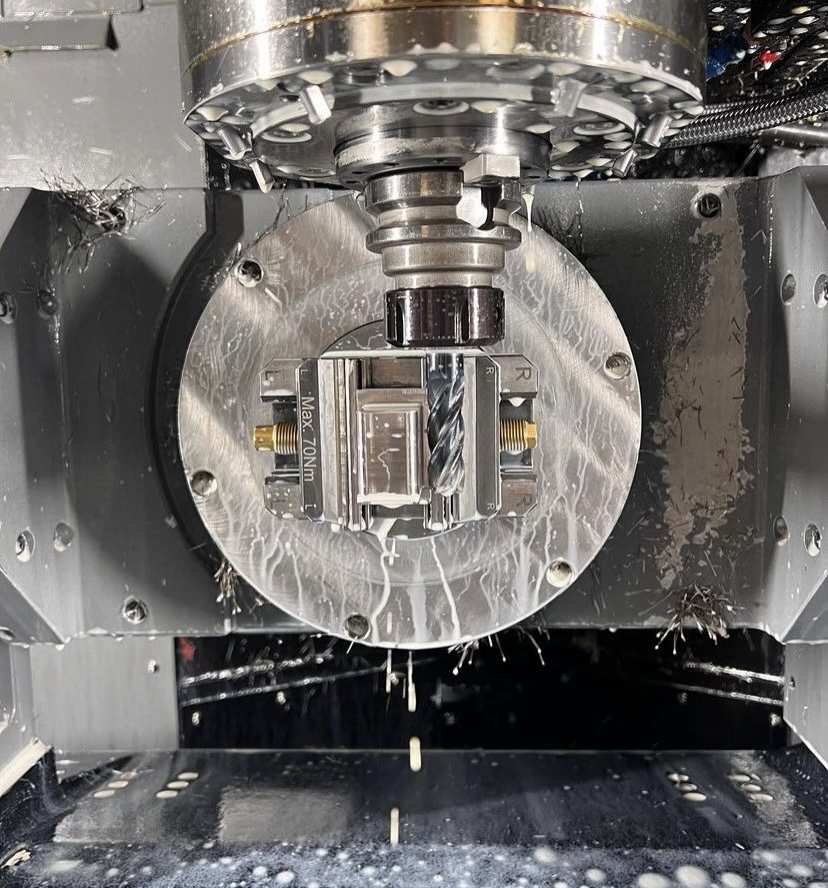
Single Spindle CNC Machining
Ideal for complex, geometrically challenging, tight tolerance precision components. For low, mid and high-volume precision part production. Details:
- Diameters from .060” – 2.55”
- Brasses, steels, Delrin, Peek, Monel, Kovar, Precious Metals
- Surface Finishes of 2 √ or better
- Tolerances of ± 0.0001" or better
- Some of our machines include:
Tornos, SwissNano, Citizen, Star, Miyano, Tsugami, Hanwha, Fanuc
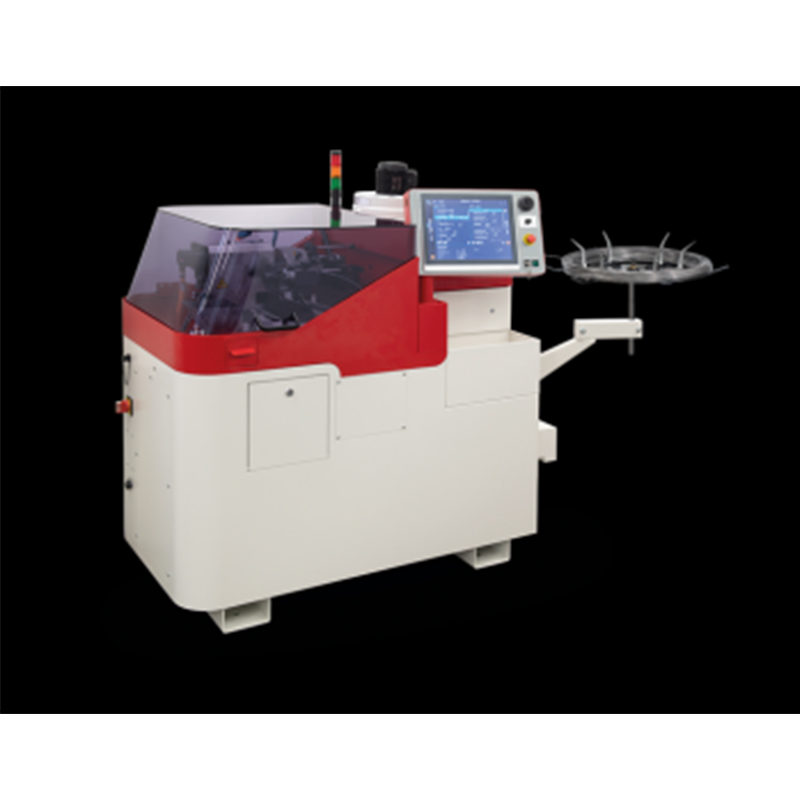
CNC Escomatic
Unlike most machines, the material in an Escomatic doesn't spin: the tools do. Material gets fed into an Escomatic (which can be CNC or cam-driven) in a coil rather than bar form and the tools spin at high RPM around the material. This allows for high precision and machining speed without a cutoff burr!
![]()
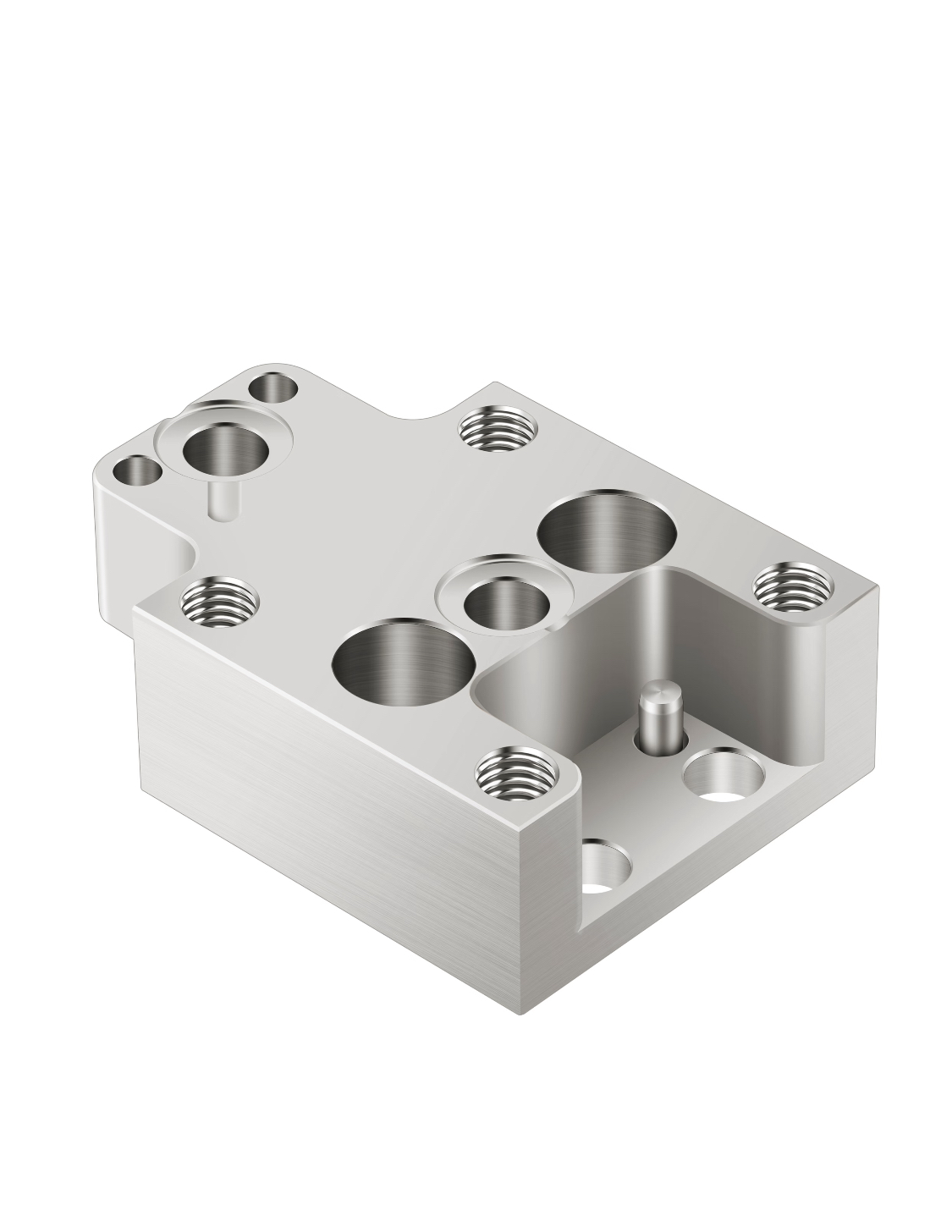
Ideal for relatively simple, yet precision components. This highly flexible machine is used for high volume part production. Details:
- Precision parts with a max OD (Round) .875”
- Precision parts with a max OD (Hex) .750
- Precision parts with max Length 4”
- Precision parts with a standard tolerance +/- .001 with capability up to +/-.0006”
- CNC machining with a variety of materials including: Brasses, stainless steels, steels, plastics and more