For high-volume orders with exacting criteria, we use multi-spindle CNC and Cam machines that can handle complex, challenging parts at a faster rate than single-spindle machines.
Multi-Spindle Machines
Davenport, a leader in US-based multi-spindle machining
New Britain
Tornos
Index
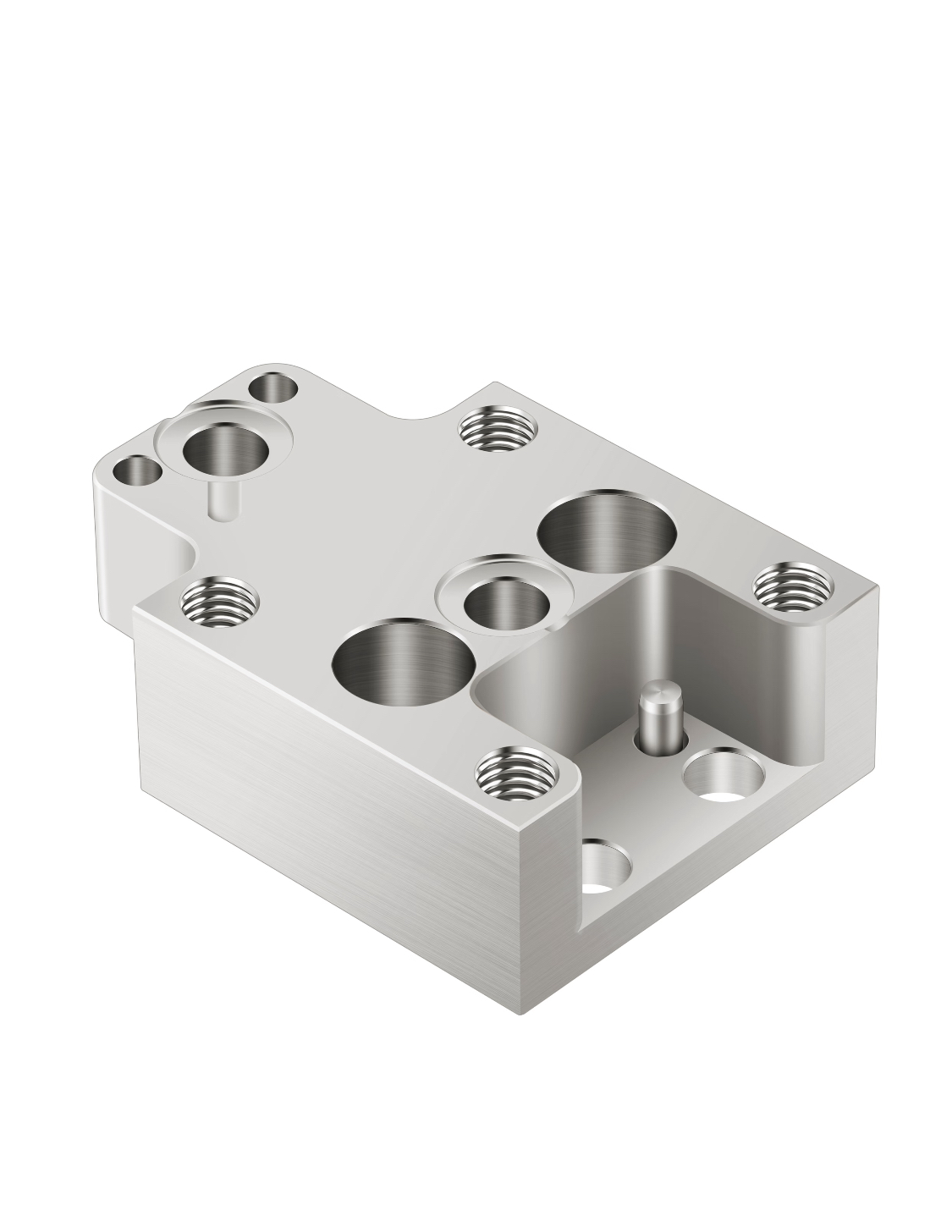
Multi-Spindle CNC Machining
Precision parts with up to 2" (51mm) outside diameter
Polygonal Turning
Knurling/Threading
Cross Drilling
CNC machining with a variety of materials
including: Brasses, stainless steels, plastics and more
Multi-Spindle CAM Automatics Machining
High volume machining
Precision parts with a max OD (Round) .875”
Precision parts with a max OD (Hex) .750
Precision parts with max Length 4”
Precision parts with a standard tolerance +/- .001 with capability up to +/-.0006”
CNC machining with a variety of materials including Brasses, stainless steels, steels, plastics, and more
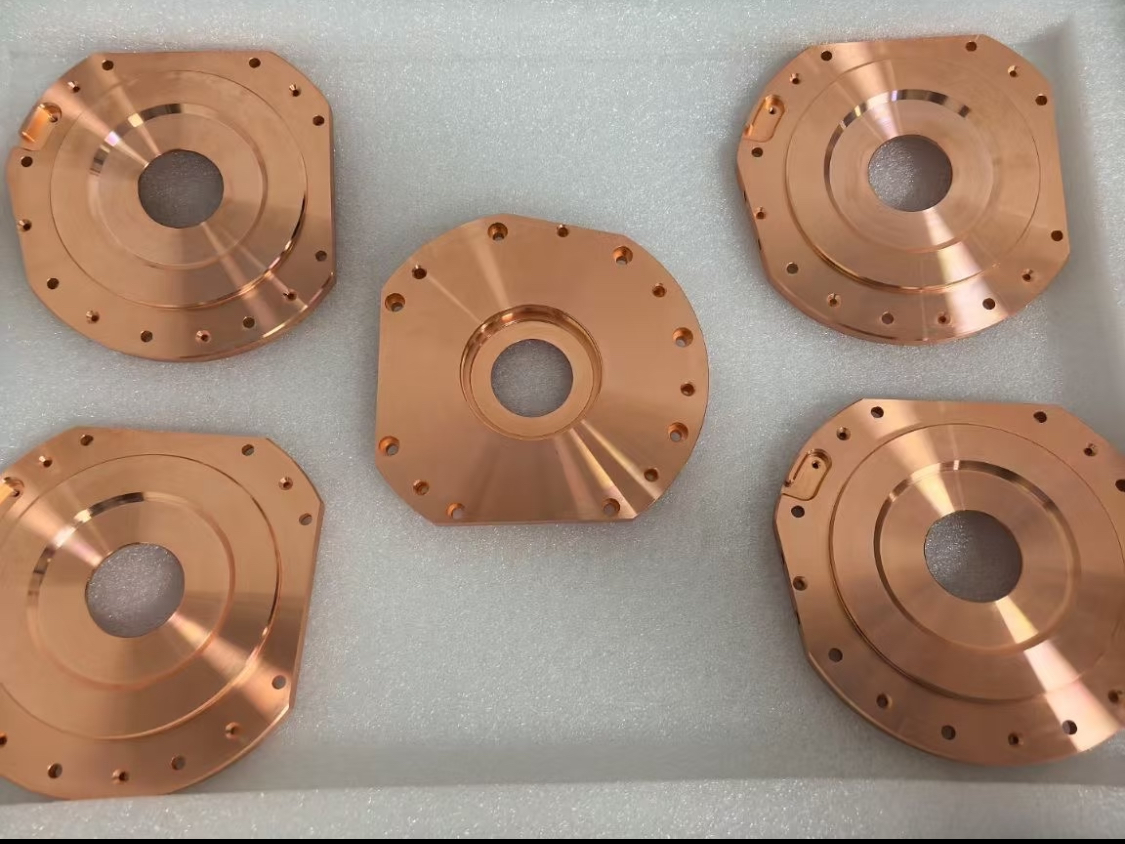
High Surface Finishing AvailableWe offer high surface finishing for parts that require a mirror-like finish.