Our machines aren’t just Swiss-style, but many are located in the birthplace of high-precision machining, Switzerland. From some of the earliest high-precision, cam-driven Tornos machines to the latest CNC machines, we have hundreds of Swiss machines capable of producing parts from virtually any material in a wide variety of sizes, from truly sub-miniature diameters up to five inches or more.
Here are just some of the machines we use:
Single-spindle, cam-driven Tornos - these are the original Swiss high-precision screw machines
Tornos CNCs – the modern equivalent
We are one of the first to have a Tornos Deco 2000, a 12-axis CNC machine
Citizen CNCs
Tsugami CNCs
Escomatic CNCs
D2 for up to 2” diameter
D5 for up to 5”
And D6 for up to 6”
Cam-driven Escomatics for more simple yet high precision components with no cut off burr. Most cost effective at high-volume.
A variety of customized, proprietary high-volume and high-speed Cam-driven machines for connectors, pins and other high volume electronic components
Our services include Knurling, Drilling, Tapping, Threading, Slotting, and Crimping.
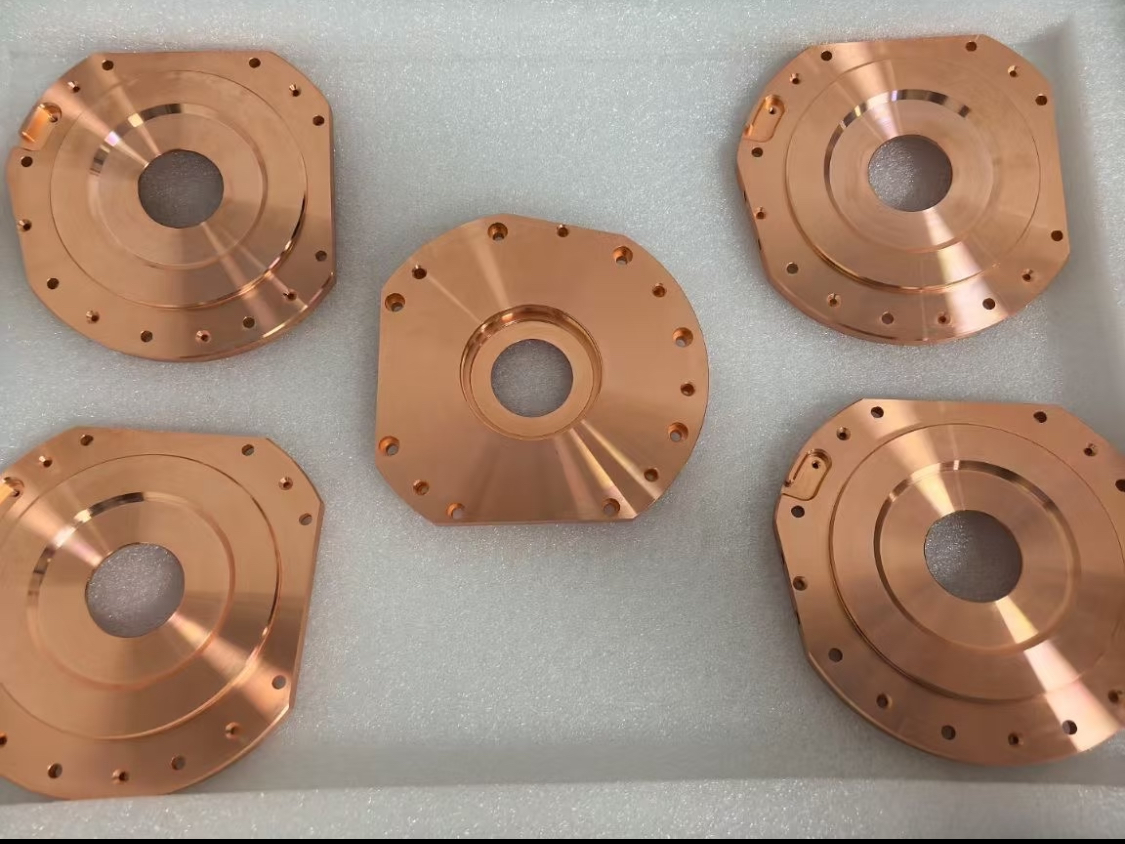
We also offer high surface finishing for parts that require a mirror-like finish.